



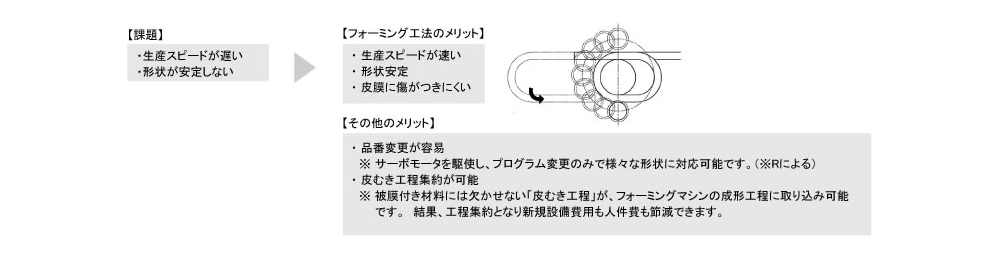
■フォーミング加工向きの形状例
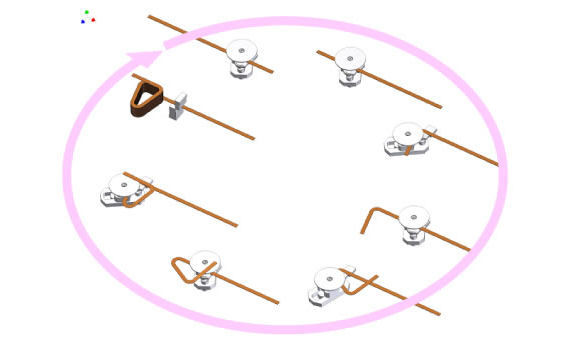
1.折り返しの多い複雑な曲げ形状
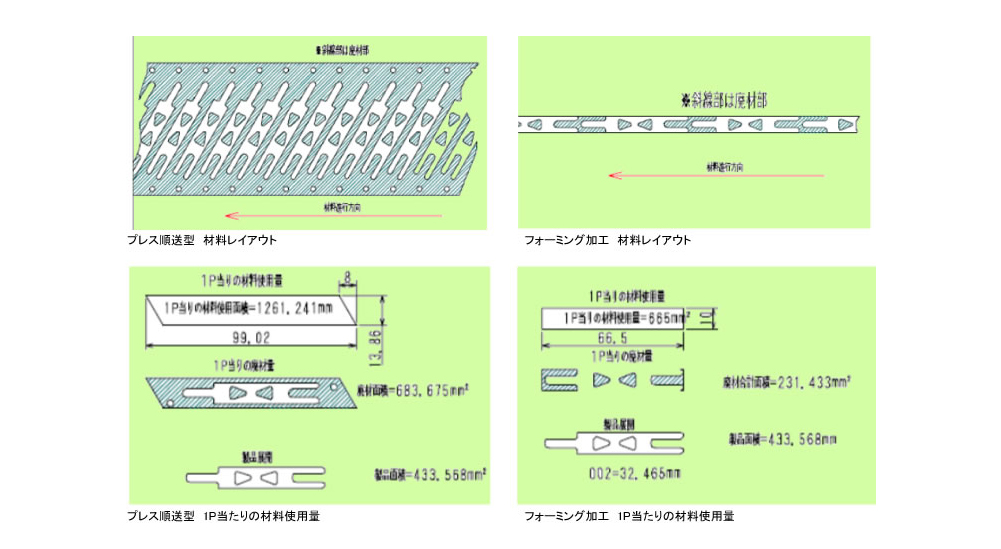
2.材料スクラップ廃棄量の大幅低減
3.金属加工と他工程との組合せによる複合加工
・樹脂との組み付け
・接点類の自動加締め
・異種材同士の溶接
・その他

-
 複雑な形状も可能
複雑な形状も可能
-
 スクラップの廃棄量が大幅に減少
スクラップの廃棄量が大幅に減少
-
 金属加工と他工程との組合せによる複合加工
金属加工と他工程との組合せによる複合加工

| 比重 | 硬度HV | 特質 | 熱処理 | 当社加工可能範囲 | 加工実績内容 | 特記事項 | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 要 | 不要 | 材質 | 材幅 | 用途 | ||||||
| ステンレス | SUS301-H | 7.93 | 370~430 | バネ材 | ○ | 0.06~1.0 | 20~100 | 一般バネ | SUS304よりもクロムとニッケル含有が低い。耐久性部品 (ゼンマイ・スイッチなど) |
|
| SUS304-H | 7.93 | 370 | 対磁性 | ○ | 0.06~1.0 | 20~100 | バネ | 耐食性がよく、ばね用ステンレス鋼帯の代表的な鋼種として最も広く使われている。 材料対腐食性・錆びにくい |
||
| SUS431 | 7.75 | 340~400 | 対磁性 | ○ | 0.2~1.0 | 20~100 | 〃 | |||
| SUS631 | 7.93 | 450 | 強力なバネ性 | ○ | 0.2~1.0 | 20~100 | 時計部品ほか | 熱処理後、強力なバネ性を発揮する(懐中時計ほか)。 | ||
| 炭素鋼 | S60C | 7.90 | 160 | オーステンパ | ○ | 0.1~0.6 | 20~100 | バネ・ベアリング部品 | 熱処理後、強力なバネ性を発揮する。 | |
| 炭素工具鋼 | SK5 | 7.90 | 160 | オーステンパ | ○ | 0.1~0.6 | 20~100 | ペンクリップ・文具 | オーステンパ後、メッキなどを施すことが多い。 | |
| SPCC | 7.87 | 鉄板 | ○ | 0.2~1.6 | 20~100 | 箱・ケース など | ダル材・ボリュームケース | |||
| 洋白 | C7701 | 8.70 | 180~240 | バネ材(NiCu) | ○ | 0.2~0.5 | 20~100 | 板バネ トリマーコンデンサー |
安価な為、光沢美し〈、低温焼きなまししてあり高性能ばね材に適す。対腐食性に優れている。 | |
| タフピッチ鋼 | C1100 | 8.89~8.94 | 酸素含99.9% | ○ | 0.1~2.0 | 20~100 | バスバー関係 | 電気・熱の伝導性に優れ、展延性・絞り加工性がよい。 | ||
| 無酸素鋼 | C1020 | 8.94 | 51~59 | 酸素無99.995% | ○ | 0.1~2.0 | 20~100 | 〃 | 溶接が難しい。 | |
| ベリリウム銅 | C1720R-H | 8.26 | 210~270 | バネ材 | ○ | 0.06~0.5 | 20~100 | コネクタ端子 | 時効硬化処理後は、耐疲労性導電性が増加する。 高級バネ材溶接用電極材 |
|
| 〃 | C1720-HM | 8.26 | 270以上 | バネ材 | ○ | 0.06~0.5 | 20~100 | 〃 | 接点バネ(リレーなど)に用いられる。 | |
| リン青銅 | C5210 | 8.89 | 185~235 | バネ材 | ○ | 0.08~1.0 | 20~100 | コネクタ 板バネ類 | バネ性がよい。 (熱処理しない品もあり) |
|
| 黄銅 | C2680 | 8.47 | 66~86 | 端子 | ○ | 0.15~2.0 | 20~100 | 端子類 | 展延性・絞り加工性(深い) ・メッキ性がよい。 |
|
| 〃 | C2600RSM | 8.53 | 68~76 | 〃 | ○ | 0.15~2.0 | 20~100 | 〃 | 〃 | |
| チタン | Ti | 4.51 | 200 | 耐食性 | ○ | 0.1~0.3 | 10~80 | 美顔器 | 金属アレルギーがおこりにくい。 | |
| モリブデン | Mo | 10.22 | 230 | 積層材 | ○ | 0.1~2.5 | 30~50 | 放熱板、電極類 | 電極材(2,000度まで変化しない) | |
| タングステン | W | 13.80 | 260 | 焼結合金 | ○ | 0.1~2.5 | 30~50 | ランプ | 合金組織と組成を最適に調整し、長寿命と高能率化を促進する。硬く加工が難しい。 | |
| ベーナイト鋼 | SK | 7.95 | 280~480 | バネ材 | ○ | 0.1~0.8 | 10~70 | 時計用バネ(ゼンマイ) | バネ性が強く熱処理不要 | |
| ケイ素鋼板 | 7.81 | 202 | シールド材 | ○ | 0.5 | 15~30 | シールドコア | モーター用。シールドコアコイル | ||
| ニッケル合金 | ALLOY42 | 8.15 | 180~220 | ニッケル42%、鉄58% | ○ | 0.2~1.0 | 20~50 | 封着材料リード | 基板用リードピン | |
| アルミ | Al | 2.69 | 55~100 | - | ○ | 0.5~1.0 | 10~50 | ー | ||
| 純鉄 | Fe | 7.87 | 非磁性 | ○ | φ2~10 | ー | 電極 | ブレーカー | ||
| 高ニッケル合金 | インコネルX | 8.30 | 380~450 | 耐熱材 | ○ | 0.05~0.2 | 0.6~10 | テレビ、ブラウン管ほか | 耐熱合金 | |


| 絞り加工品 | フォーミング加工品 | |
|---|---|---|
| 1個当たりの材料面積 | 224m㎡ | 60.59m㎡ |
| 内訳(材料費) | 0.994円(1.2591g) | 0.269円(0.3405g) |
| 生産性 | × 60spm | ◎ 100spm |
| 加工機械金型費 | 30トンプレス | RF-20 |
| 4,000千円 | △ 3,000千円 | |
| 基礎工事騒音 | × 要 | ◎ 不要 |
| △ 防音ボックス取付 可 | ○ 防音ボックス取付 容易 |


| 順送金型 | フォーミング加工品 | |
|---|---|---|
| 材質 | ベリリウム鋼 ※BeCuR1/4H | ベリリウム鋼 ※BeCuR1/4H |
| 単重 | 0.177g | 0.073g |
| 材料単価 | 0.92円 | 0.38円 |



お客様からの依頼

加工方法・加工内容の検討
検討事項1
- 材質 バリ方向
- ロール目方向の確認
検討事項2
- コスト
- 加工難易度
- 品質
検討事項3
- 納期
- 生産数
- 材料留まり検討
上記の検討事項も元に加工方法を決めます
フォーミング加工
プレス加工